7 Unit 2: Speed and Feed
OBJECTIVE
After completing this unit, you should be able to:
• Describe the Speed, Feed, and Depth of cut.
• Determine the RPM for different materials and diameters.
• Describe the federate for turning.
• Describe the setting speed.
• Describe the setting feed.
To operate any machine efficiently, the machinist must learn the importance of cutting speeds and feeds. A lot of time can be lost if the machines are not set at the proper speed and feeds for the workpiece.
In order to eliminate this time loss, we can, and should, use recommended metal-removal rates that have been researched and tested by steel and cutting-tool manufactures. We can find these cutting speeds and metal removal rates in our appendix or in the Machinery’s Handbook.
We can control the feed on an engine lathe by using the change gears in the quick-change gearbox. Our textbook recommends whenever possible, only two cuts should be taken to bring a diameter to size: a roughing cut and a finishing cut.
It has been my experience to take at least three cuts. One to remove excess material quickly: the rough cut, one cut to establish finish and to allow for tool pressure, and one to finish the cut.
If you were cutting thread all day long: day in and day out. You might set the lathe up for only two cuts. One cut to remove all but .002 or .003 of material and the last cut to hold size and finish. This is done all the time in some shops today.
Have you noticed that when you take a very small cut on the lathe .001 to .002 that the finish is usually poor, and that on the rough cut you made prior to this very light cut, the finish was good? The reason for this is: some tool pressure is desirable when making finish cuts.
IPM = Inches Per Minute
RPM = Revolutions Per Minute
Feed = IPM
#T = Number of teeth in cutter
Feed/Tooth = Chip load per tooth allowed for material
Chip/Tooth = Feed per tooth allowed for material
Feed Rate = ChipTooth × #T × RPM
Example: Material = Aluminum 3” Cutter, 5 Teeth Chip Load = 0.018 per tooth RPM = 3000 IPS = 0.018 × 5 × 3000 = 270 Inches Per Minute
Speed, Feed, and Depth of Cut
1. Cutting speed is defined as the speed (usually in feet per minute) of a tool when it is cutting the work.
2. Feed rate is defined as tool’s distance travelled during one spindle revolution.
3. Feed rate and cutting speed determine the rate of material removal, power requirements, and surface finish.
4. Feed rate and cutting speed are mostly determined by the material that’s being cut. In addition, the deepness of the cut, size and condition of the lathe, and rigidity of the lathe should still be considered.
5. Roughing cuts (0.01 in. to 0.03 in. depth of cut) for most aluminum alloys run at a feedrate of .005 inches per minute (IPM) to 0.02 IPM while finishing cuts (0.002 in. to 0.012 in. depth of cut) run at 0.002 IPM to 0.004 IPM.
6. As the softness of the material decreases, the cutting speed increases. Additionally, as the cutting tool material becomes stronger, the cutting speed increases.
7. Remember, for each thousandth depth of cut, the diameter of the stock is reduced by two thousandths.
Steel Iron Aluminum Lead
![]()
Figure 1: Increasing Cutting Speed Based on work material hardness
Carbon Steel High Speed Steel Carbide
![]()
Figure 2: Increasing Cutting Speed Based on Cutting tool hardness
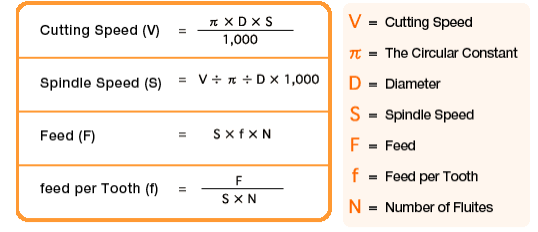
Cutting Speeds:
A lathe work cutting speed may be defined as the rate at which a point on the work circumference travels past the cutting tool. Cutting speed is always expressed in meters per minute (m/min) or in feet per minute (ft/min.) industry demands that machining operations be performed as quickly as possible; therefore current cutting speeds must be used for the type of material being cut. If a cutting speed is too high, the cutting tool edge breaks down rapidly, resulting in time lost recondition the tool. With too slow a cutting speed, time will be lost for the machining operation, resulting in low production rates. Based on research and testing by steel and cutting tool manufacturers, see lathe cutting speed table below. The cutting speeds for high speed steel listed below are recommended for efficient metal removal rates. These speeds may be varied slightly to shift factors such as the condition of the machine, the type of work material and sand or hard spots in the metal. The RPM at which the lathe should be set for cutting metals is as follows:
To determine the RPM of the lathe while performing procedures on it:
Formula: RPM = (CuttingSpeed x 4) / Diameter
We first must find what the recommended cutting speed is for the material we are going to machine.
Learn to use the Machinery’s Handbook and other related sources to obtain the information you need.
EXAMPLE: How fast should a 3/8 inch drill be turning when drilling mild steel?
From our recommended cutting speed from our class handouts, use a cutting speed of 100 for mild steel.
(100 x 4) / .375 = 1066 RPM
What would the RPM be if we were turning a .375 diameter workpiece made out of mild steel on the lathe?
RPM = 100 X4 / 1.00 = 400 RPM
Recommended Cutting Speeds for Six Materials in RPM
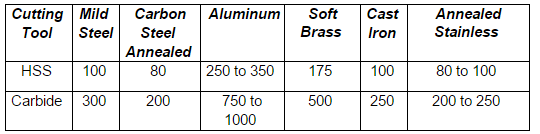
These charts are for HSS tools. If using carbide, the rates may be increased.
Lathe Feed:
The feed of a lathe is the distance the cutting tool advances along the length of the work for every revolution of the spindle. For example, if the lathe is set for a .020 inch feed, the cutting tool will travel the length of the work .020 inch for every complete turn that work makes. The feed of a lathe is dependent upon the speed of the lead screw or feed rod. The speed is controlled by the change gears in the quick change gearbox.
Whenever possible, only two cut should be taken to bring a diameter cut. Since the purpose of a rough cut is to remove excess material quickly and surface finish is not too important. A coarse feed should be used. The finishing cut is used to bring the diameter to size and produce a good surface finish and therefore a fine feed should be used.
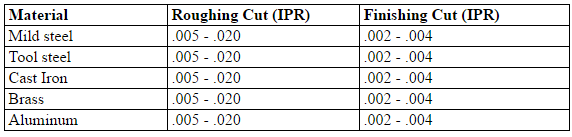
The recommended feeds for cutting various materials when using a high speed steel cutting tools listed in table below. For general purpose machining a .005 – .020 inch feed for roughing and a .012 to .004 inch feed for finishing is recommended.
To select the proper feed rate for drilling, you must consider several factors.
1. Depth of hole – chip removal
2. Material type – machinability
3. Coolant – flood, mist, brush
4. Size of drill
5. How strong is the setup?
6. Hole finish and accuracy
Feed Rates for Turning:
For general purpose machining, use a recommended feed rate of .005 – .020 inches per revolution for roughing and a .002 – .004 inches per revolution for finishing.
Feeds for Various Materials (using HSS cutting tool)
Setting speeds on a lathe:
The lathes are designed to operate at various spindle speeds for machining of different materials. There speeds are measured in RPM (revolutions per minute) and are changed by the cone pulleys or gear levels. One a belt-driven lathe, various speeds are obtained by changing the flat belt and the back gear drive. One the geared-head lathe speeds are changed by moving the speed levers into proper positions according to the RPM chart fastened to the lathe machine (mostly on headstock). While shifting the lever positions, place one hand on the faceplate or chuck, and form the face plate slowly by hand. This will enable the levers for engage the gear teeth without clashing. Never change speeds when the lathe is running on lathers equipped with variable speed drivers, the speed is changed by turning a dial of handle while he machine is running.
Setting feeds:
The feed of on lathe, or the distance the carriage will travel in on revolution of the spindle, depends on the speed of the feed rod or lead screw. This is controlled by the change gears in the quick-change gearbox. This quick change gearbox obtains its drive from the head stock spindle through the end gear train. A feeds and thread chart mounted on the front of the quick-change gearbox indicates the various feeds and metric pitches or thread per inch which may be obtained by setting levers to the positions indicated.
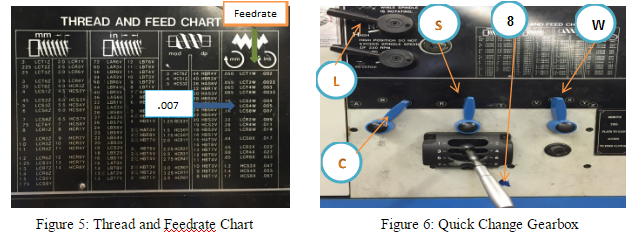
To set the feedrate for Acura Lathe:
Example:
1. Select the desired feedrate on the chart (See Figure 2)
2. Select federate of .007 – LCS8W (See Figure 2)
3. L = Select High/Low lever (See Figure 3)
4. C = Select Feed Ranges and change to C on this lever (See Figure 3)
5. S = Select Feed Ranges and change to S on this lever (See Figure 3)
6. 8 = Select Gear Box and change to 8 on this lever (See Figure 3)
7.W = Select Feed Ranges and change to W on this lever (See Figure 3) Before turning on the lathe, be sure all levers are fully engaged by turning the headstock spindle by hand, and see that the feed rod turns.
UNIT TEST
1. What is IMP and RPM?
2. What is the formula for Feedrate?
3. What would the RPM be if we were turning a 1.00” diameter workpiece made out of mild steel, using HSS cutting tool?
4. What would the RPM be if we were turning a 1.00” diameter workpiece made out of mild steel, using Carbide cutting tool?
5. The cutting speed for carbon steel and the workpiece diameter to be faced is 6.00”. Find the correct RPM.
6. A center drill has a 1/8” drill point. Find the correct RPM to use carbon steel.
7. If the cutting speed of aluminum is 300 sfm and the workpiece diameter is 4.00”, What is the RPM?
8. What is roughing and finishing federate for aluminum?
9. Please set the roughing cut feederate from figure 5.
10. Please set the finishing cut feederate from figure 5.
